扭矩扳手的结构、工作原理、使用方法及精度影
本文主要分析常用的扭矩扳手的结构、工作原理及使用方法, 分析影响扭矩扳手准确性的因素, 由此产生的危害及如何进行控制。
1、在日常产品生产中, 螺纹联接质量是非常重要的。
利用扭矩扳手控制螺纹连接的预紧力是目前比较常用的方法,也是核电站设备、受压容器和高速旋转设备制造安装中运用最广泛的手段。螺纹联接质量是保证设备质量及设备正常运转的基础。绝大多数螺纹在联接时都要预紧,目的在于增强联接的刚性、紧密性、防松及防滑。预紧力的适当控制又是确保螺纹联接质量的关键, 因为螺纹联接的预紧力对螺纹的总载荷、联接的临界载荷、抵抗横向载荷的能力和接合面密封能力等产生影响。将两个或两个以上的工件结合在一起的方法很多, 其中藉由螺纹方式来组合和分解是容易而且理想的选择。
螺纹结合主要是夹紧物体的力必须大于使它们分开的力, 而螺栓须处于固定的应力下且不受疲劳强度的影响。但是, 如果预紧力太小, 作用在螺栓上的不同方向的负载会很快让螺栓松动脱落; 如果预紧力太大, 锁紧的过程可能导致螺栓疲劳失效。过大或过小的预紧力均是有害的, 所以预紧力的大小、准确度都十分重要, 从而使预紧力的控制成为螺纹联接的重要问题之一。常用的控制预紧力方法有力矩法、螺母转角法、螺栓预伸长法、特殊垫圈法等, 我公司常用的是力矩法, 即用扭矩扳手达到规定的预紧力。
2、产装配时使用扭矩扳手的意义
预紧力大小的控制主要依赖扭矩扳手来实现,不适当的预紧力可引起一系列不良后果:
(1)螺纹联接零件的静力破坏
若螺纹紧固件拧得过紧,即预紧力过大,则螺栓可能被拧断,联接件被压碎、咬粘扭曲或断裂,也可能造成螺纹牙被剪断而脱扣。
(2)被联接件滑移分离或紧固件松脱
对于承受横向载荷的普通螺栓联接,预紧力使被联接件间产生正压力,依靠摩擦力抵抗外载荷,因此,预紧力的大小决定了它的承受能力。若预紧力不足,被联接件将出现滑移,从而导致被联接件错位、歪斜、折皱,甚至紧固件被剪断。对于受轴向载荷的螺栓联接,预紧力使接合面上产生压紧力,受外载荷作用后的剩余预紧力是接合面上工作时的压紧力。预紧力不足会导致接合面泄漏,如压力管道漏水、漏气,甚至导致两被联接件分离,还将引起强烈的横向振动,致使螺母松脱。
(3 )螺栓疲劳破坏
大多数螺栓因疲劳而失效。减小预紧力虽然能使螺栓上循环变化的总载荷的平均值减小,但却使载荷变幅增大,因此,总的效果大多数是使螺栓疲劳寿命下降。
(4)增大设备质量与成本,
若预紧力过小,需使用较多和(或)较大的紧固件,往往也需采用较大的被联接件,因而增大了产品成本。同时,许多产品的成本是与需要装配的零件数目成正比的,所以预紧力过小将导致装配成本和制造成本及维修费用的增加。
3、常用扭矩扳手的工作原理和特点
扭矩是使机械构件产生转动效应,并伴随扭转变形的力偶矩或力矩。
扭矩的大小用T来度量,它等于力F与力臂长度l的乘积,即
T=F. l
式中l一 力臂长度 ,m
F一作用力,N
当螺帽和螺栓锁紧时,会产生预紧力到螺栓上,此时会有一个相对的力量产生,压缩到工件上进而将此二者紧密结合。
扭矩扳手的种类繁多,按数值显示方式不同可以分成定值式、可调式、表盘式和数显式等不同形式。
可调式扭矩扳手手柄上带有刻度,使用人员可以在使用前根据自己的需要调整扭矩的大小,然后供以后使用。
此种扭矩扳手的优点是体积小、经久耐用、使用方便,准确度般为+4% ,达到预置扭矩值时能自动失扭;缺点是对操作人员要求比较高,当要达到扭矩时用力不能太猛,必须平稳地施加一个旋转力矩,否则,如果用力太猛,将产生误差。经过一段时间使用以后准确度容易降低。
数显电子扭矩扳手的特点是准确度高( +1%)、功能齐全,主要用于比较精密的测量,最终检验等场合。数显扭矩扳手是利用电阻应变原理的传感器和数字放大仪器数字显示器组成。现在一般使用的传感器是在扭矩轴上贴上应变片,当在扭矩轴上施加扭矩时应变片阻值发生变化,造成桥路不平衡来达到测量扭矩大小的目的。
数显扭矩扳手具有可直接向打印机、计算机或数据采集器进行输出的性能。
4、影响扭矩扳手准确性的因素
4,1 螺栓摩擦的影响;
螺栓联接的扭紧力矩指达到要求预紧力时的扳手力矩。由于螺紋连接件间存在着摩擦,而摩擲造成的损耗一般情况下是较难测定的,工作中往往会出现取值波动或不准确的情况。在螺纹副扭紧过程中,扭矩与预紧力成正比关系:
T =T+T2
=K.Q.d
式中T-扭矩.N.m
K一扭紧力矩系数,Q一预紧力,Nd-螺栓直径,mm
K可概括影响扭紧力矩与预紧力关系的每一个因素,如摩擦系數、扭转变形、弯曲变形螺紋牙的塑性变形等。
由于扭紧系数K与摩擦有直接关系,所以螺纹副以及连接接触面间的摩擦损耗直接左右着T值的准确程度。扭紧螺母时要克服螺纹副间的螺纹力矩T和螺母与被联接件(或垫圈)支承面的端面摩擦力矩T2。
预紧力的大小根据螺栓组受力和联接的工况要求决定。一般规定拧繁后螺纹联接件的预紫力不得大于其材料屈服极限o,的80%。
根据螺紋联接状态及参数,可在产品使用手册上查出荐用的拧紧力矩指示值r,。拧紧螺母使扳手上的扭矩表读数与查出的扭紧力矩指示值7,相同即完成力矩法。对于 一般的螺纹联接,产品使用手册所列参数仅为螺纹规格及其材料的屈服极限o,值。对于重要的螺纹联接,产品使用手册所列的参数包括:螺母与被联接件支承面摩擦表面状态(摩擦系数)、螺纹联接件材料的屈服极限σ,值螺纹的种类、规格等。
一般来说在使用中螺栓头底部和工件表面的摩擦使相当于50%的扭矩波消耗掉其它30%到40%的扭矩损失在螺纹处的摩擦,仅剩下10%的扭矩才能有效地作用在锁紧上。多达90%的使用扭矩都因摩擦因素而消耗掉,表面状况与润滑在扭矩对预紧力的关连上会有相当的影响,随着不同表面摩擦系数的改变将有不同的结果。
大部分的扭矩锁紧装置都不会使用垫圈,因为螺帽与工件或工件与结合表面在锁紧过程中相对作用的结果会改变摩擦半径,而影响扭矩对预紧力的关连性。当一个大的轴承表面需要使用凸缘螺帽与螺栓时,则可利用垫圈来帮助结合。为了有利于螺栓,一般常使用硬的垫圈来提供较低、而且稳定的摩擦。
使用润滑脂的螺栓会降低扭矩,而增加预紧力,并且可能在到达所规定的扭矩前螺栓就已经断裂。
由石墨、二硫化钼和蜡所组成的高级的润滑脂会减小摩擦力。除非特定的锁紧力需要使用,否则可能导致预紧力过大而使螺栓产生断裂。然面,在使用中较低扭矩的锁紧工具可以使用润滑剂来帮助使其能以较低的扭矩产生所需的预紧力。
螺栓可能会因外观或防海蚀因素而电镀。电镀和热处理会影响摩擦系数和扭矩对预紧力的比例。
螺栓上的摩擦可避免震动产生的松动,像防松螺帽被用来确保锁紧力。
无论螺纹副或者接触面之间的摩擦系数都是影响扭矩值的主要原因,必须控制螺栓、螺帽的材质.热处理加工精度,并仔细检查有无划伤滑扣、裂口、凹痕缩颈或裂纹(用探伤检查),或螺栓、螺母配合松弛,螺栓能否与螺栓孔紧密配合。在运输、储存过程中-定要避免碰攛和生锈。
4.2操作人员操作技能的影响
操作人员对连接系统以及所有扭矩扳手的了解程度,将直接影响到操作取值的准确性,比如扭紧速度.施力角度等因素。如图2所示。
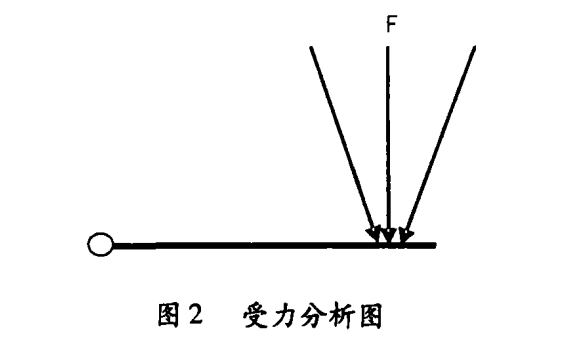
角度过大将会在扭紧螺栓上产生一个夸曲力同时将增大单边摩擦,加大损耗。因此,施力角度最好不超过土15。另外,运动副间存在摩擦迟滞现象,加力的稳定程度对最终取值也造成波动,所以要求避免变速加力,以及冲击加力。因此,在螺纹紧圖件的连接设计中应该明确提出确切的初始预紧力的指标要求,在装配工艺或施工规范中,根据设计要求,应制订切实可行的方案采用合适的扭紧方法准确控制,来确保设计目标的实施是非常必要的。
4.3扭矩扳手构造的影响及使用要求
扭矩扳手目前种类繁多,我们大量使用的是可调式进行工作。扭矩扳手大都离不开主测力弹簧。因此,扭矩扳手的关键也就在此。大量超差及波动情况表明,弹簧自身材料的应变是造成扭矩扳手失效的,主要原因。为了保障弹簧能够可靠地工作,其材料除应满足具有较高的强度极限和屈服极限外,还必须具有较高的弹性极限疲劳极限.冲击韧性。塑性和良好的热处理工艺性等。要进行工艺检验和冲击疲劳等试验。预置式扭矩扳手使用完毕,应将其调至最小扭矩使测力弹簧充分放松,以延长其寿命。使用前,应按设定扭矩值施加预扭3次。不能使用预置式扭矩扳手去拆卸螺栓或螺母。严禁在扭矩扳手尾端加接套管延长力臂,以防损坏扭矩扳手。根据需要调节所需的扭矩,并确认调节机构处于锁定状态才可使用。使用扭矩扳手时,应平衡缓慢地加载,切不可猛拉猛压,以免造成过载,导致输出扭矩失准。在达到预置扭矩后,应停止加载。应避免水分侵人预置式扭矩扳手,以防零件锈蚀。由于内部机构比较紧凑,严禁承受弯曲力。
4.4 校准与管理
扭矩扳手是使用频率比较高的侧量工具。为了保证它的测量准确度,需要对扭矩扳手定期进行检定与校准工作,必须配备符合要求的扭矩扳手校准装置。目前校准标准有JC707- 2003 扭矩扳手检定规程,校难仪器有扭矩扳手检定仪.准确度为土1%,扭矩板手检定仪必须定期进行检定。由于校准环境大多数是在试验室条件下,而使用大多数在现场难于受控的环境中,经过校准合格的扭矩扳手在使用过程中由于各种主要影响取值的要素都发生了变化,所测的读数实际已处于失控状态。在误差要求宽松的场合不会造成影响。面在较严的工件上必须加强核验。质保部力学组负责定期校准,一般不超过1年,可根据具体情况适当的缩短周期。
5、结论
通过对螺栓的装配、质量及保管控制,操作人员的操作技能的培训,扭矩扳手使用要求及扭矩扳手校准与管理,以提高扭矩扳手的准确性,达到提高产品质量的目的。




同类文章排行
- 数显电动定扭矩扳手,数控伺服电动力矩枪,电机拧紧机,电动拧紧
- 波霆代理德国原装进口液压扭力扳手,数显充电,气动,电动定扭矩
- 如何选择液压螺栓拉伸器?
- 气动扳手原理和结构图详解
- 电动扳手48v与88v区别
- 液压螺栓拉伸器预紧力、拉力和扭矩的计算
- 气动扭矩扳手的保养方法
- 世界液压扳手10大品牌排行榜
- 液压扳手的螺栓扭矩选择
- 气动扳手扭力对照表
最新资讯文章
- 锂电池扭矩扳手同步预紧螺栓的注意事项
- 阀门螺栓紧固:液压扳手还是电动扳手?
- 易燃易爆环境如何选防爆液压螺栓拉伸器?
- 液压螺栓拉伸器的特点与使用指南
- 海洋工程用液压扳手与螺栓拉伸器选择要点详解
- 液压螺栓拉伸器常见问题及解决方案
- 液压拉伸器:螺栓紧固的高效工具
- 液压螺栓拉伸器原理详解:紧固秘诀
- 如何选择适合你的液压螺栓拉伸器
- BOLTING博霆为客户提供压力球罐底部法兰完整性管理服务
- 导致液压扳手棘轮棘爪出现切齿损坏的原因有哪些?
- BOLTING博霆锂电池扭矩扳手适合用在哪些行业呢?
- BOLTING博霆锂电扭矩扳手批量投入石化检修领域
- 防爆液压扭力扳手使用维护注意事项
- 液压扳手密封有损坏是全套换还是只换损坏的?
- 液压扭矩扳手:螺栓安装与拆卸的得力助手
- 液压螺栓拉伸器使用方法
- 锂电池定扭矩扳手无线数据传输
- 液压扭力扳手是石油机械装配的得力助手
- 为什么新的液压扳手泵站测试完需要放掉油再发货呢?
