智能电动扭矩扳手校准装置的制造与使用
发现目前使用国内校准装置不能自动识别传感器,这样如果操作人员忘记更换仪表通道, 容易造成检定数据错误和传感器过载[1 - 6] 。很多现场检定设备为了方便携带省去了计算机, 数据需要手动记录,这样工作效率不高并且容易出错。还有大部分现场设备采用手动加载, 效率很低。综上所述,研制更智能、更方便携带的现场校准装置为提高扳手的测量准确度提供了技术保障。
1 总体设计方案
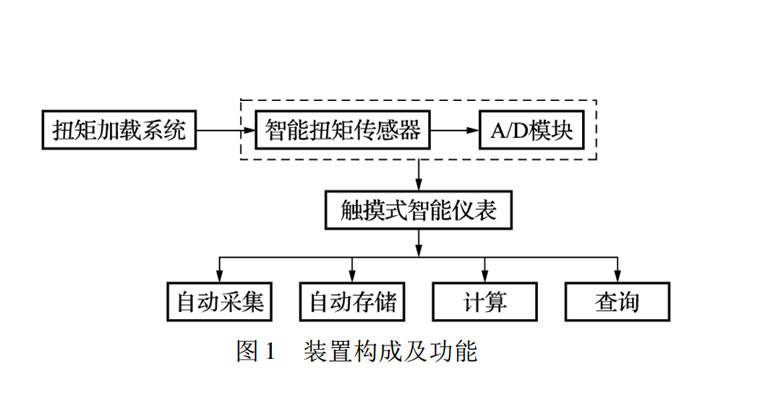
整个智能型便携式电动扭矩扳手校准装置由扭矩加载系统、智能传感器和智能仪表等构成, 如图 1所示。自动和手动相结合的加载方式提高了工作效率,也节省了人力。智能传感器采用低成本的 DALLAS2401 半导体芯片, 降低了生产成本, 可实现自动识别功能。触摸式智能仪表能实现峰值自动采集、存储计算和查询功能,可在现场完全取代计算机。
2 智能化装置
所谓智能包括两方面: 一方面是具有自动识别的智能传感器,一方面是能实现自动识别和采集的智能仪表。
2. 1 智能传感器
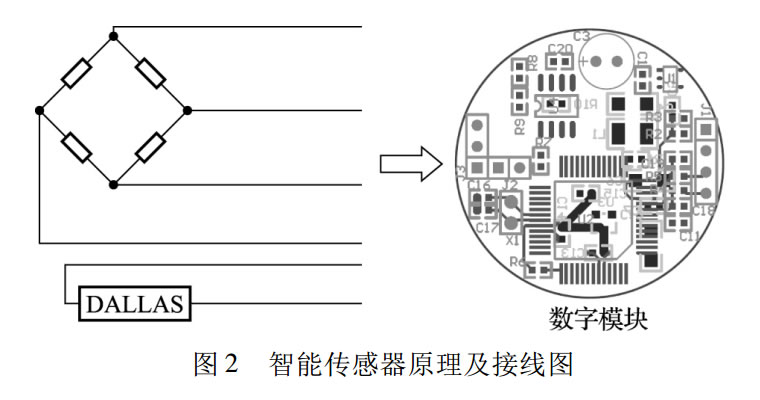
将模拟应变式传感器经过组桥后直接将电桥的电压模拟信号接入单片机 CS5530 的模拟输入端,通过 CS5530的A/D 转换器将电压信号转换成数字信号, 单片机对时钟电路、复位电路、电源电路、串行通讯模块、存储模块进行控制,通过编程处理后按照一定的格式将数据通过 RS485 串行通讯接口输出。采用DALLAS2401半导体芯片。该芯片在工厂生产时,刻入经检测的64位注册码(8位家族码+48位序列码+8位CRC校验码),因此可以保证没有任何两个器件的注册码是相同的。采用低成本 TSOC 表面贴封装,方便装在传感器插头或接线腔中。原理图如图2所示。
2.2 智能仪表设计
2.2.1 仪表自动识别原理
通过仪表电路上产生的脉冲信号来获得芯片在线脉冲应答码。仪表在标定传感器时先读取这个注册码,然后将注册码信息和传感器的标定信息一同存储在仪表中。当传感器接入仪表后,仪表首先读取该传感器的注册码,然后与仪表中所有注册码相比较,找出相同的注册码及所对应的传感器标定系数,并通过计算将传感器测量值显示在仪表上。
2.2.2 仪表自动采集功能设计
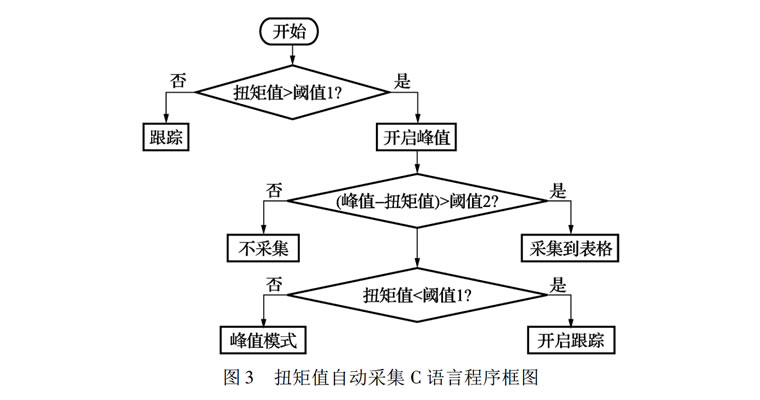
大多数仪表只具有显示功能不具有数据采集和分析功能,校准人员在校准时,一边操作校准装置,一边用笔记录校准数据。这样不但工作效率低还容易出错。为了方便校准员做记录,仪表专门设计了数据采集功能,采集表格形式完全按照 JGJ707—2014《扭矩扳子检定规程》的表格形式[7,这样方便后面的计算和出证书。仪表采用具有C语言功能的触摸屏作为显示终端。校准人员可以通过设定最大扭矩值和采集触发值, 实现扭矩值的自动采集。并根据采集数据进行平均值和示值相对误差和示值重复性的计算。C 语言程[8]框图如图3 所示。其中阈值1表示进入峰值模式的判断条件,阈值2表示采集峰值判断条件。当扭矩值超过阈值 1,仪表自动从跟踪模式变为峰值模式。当峰值和当前的扭矩值之差大于阈值 2 时,程序会将峰值自动采集到表格中,然后解除峰值功能。阈值1和2的设定根据智能传感器的量程来计算得到。本设备中阈值1为传感器满量程值的5%,阈值2为满量程值的2/3。
2.2.3 仪表查询功能
仪表会自动将检定设备的编号与校准数据对应起来,一起保存在仪表寄存器中。一共可以存储500 把扳手的信息。进入查询界面后,可以看到所有完成校准的设备编号以及在仪表中存储的位置。只要输入待查询设备的序号,就可以查询该设备的校准信息。并且所有的检定结果都存成 CSV 格式,检定人员可以通过 U 盘将数据导出,在计算机上用Excel 软件将数据打开。这一功能省去校准人员在现场记录大量数据的工作, 所有的采集数据和计算结果都可以在日后根据需要调出,在进行分析或出具证书时使用。
3 电动扭矩加载装置
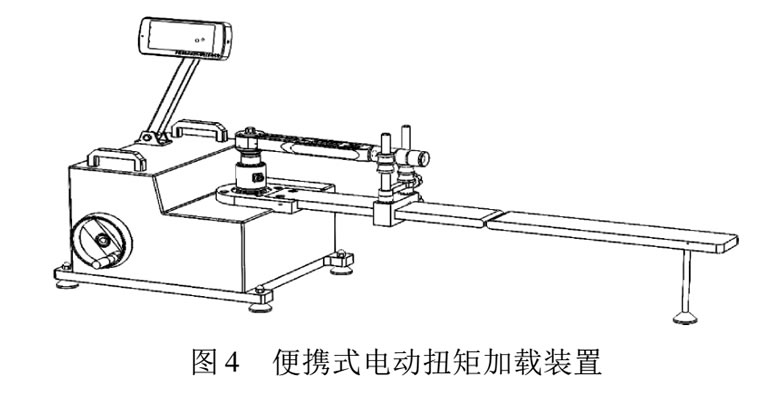
为方便现场检定使用,整个设备必须方便携带。因此检定装置的支撑臂采用可折叠式,扭矩传感器也采用直插式,现场不需任何工具就可以安装和拆卸加载装置。智能仪表采用可伸缩支架固定,方便调整角度。整个装置的结构示意图如图 4 所示。因为大部分的现场装置考虑到电源的问题, 所以多是采用手动加载的方式。这样在被检扳手从刚装上到加上扭矩会有一段空行程, 全部采用手动加载,一方面比较费力,另一方面工作效率也不高。因此,在加载方式上采用手动和电动相结合的方式,装置中加一个储能式电机来实现空行程的电动加载,节省人力,提高效率, 当空行程结束传感器加上力后就可以改成手动加载。
4 结论
新型智能现场扭矩扳手校准装置弥补了现有现场校准装置工作效率不高、容易出错的问题, 为武器装备扭矩的计量提供技术保障。




同类文章排行
- 数显电动定扭矩扳手,数控伺服电动力矩枪,电机拧紧机,电动拧紧
- 波霆代理德国原装进口液压扭力扳手,数显充电,气动,电动定扭矩
- 如何选择液压螺栓拉伸器?
- 气动扳手原理和结构图详解
- 电动扳手48v与88v区别
- 液压螺栓拉伸器预紧力、拉力和扭矩的计算
- 气动扭矩扳手的保养方法
- 世界液压扳手10大品牌排行榜
- 液压扳手的螺栓扭矩选择
- 气动扳手扭力对照表
最新资讯文章
- 锂电池扭矩扳手同步预紧螺栓的注意事项
- 阀门螺栓紧固:液压扳手还是电动扳手?
- 易燃易爆环境如何选防爆液压螺栓拉伸器?
- 液压螺栓拉伸器的特点与使用指南
- 海洋工程用液压扳手与螺栓拉伸器选择要点详解
- 液压螺栓拉伸器常见问题及解决方案
- 液压拉伸器:螺栓紧固的高效工具
- 液压螺栓拉伸器原理详解:紧固秘诀
- 如何选择适合你的液压螺栓拉伸器
- BOLTING博霆为客户提供压力球罐底部法兰完整性管理服务
- 导致液压扳手棘轮棘爪出现切齿损坏的原因有哪些?
- BOLTING博霆锂电池扭矩扳手适合用在哪些行业呢?
- BOLTING博霆锂电扭矩扳手批量投入石化检修领域
- 防爆液压扭力扳手使用维护注意事项
- 液压扳手密封有损坏是全套换还是只换损坏的?
- 液压扭矩扳手:螺栓安装与拆卸的得力助手
- 液压螺栓拉伸器使用方法
- 锂电池定扭矩扳手无线数据传输
- 液压扭力扳手是石油机械装配的得力助手
- 为什么新的液压扳手泵站测试完需要放掉油再发货呢?
